

 联系我们
联系我们

焊机配置
焊机使用的是OTC-P500焊机,从面板和说明书上能够看到许多功能和选项,但是这当中有许多都是不需要去了解的,好在OTC焊接与机器人直接可以进行通讯下发焊接过程中的参数和设置,于是乎,配置的根本在于让焊机与机器人通讯上。
焊机次上电,一定是在手动焊的模式下,不与机器人进行通讯的,所以要进行如下操作:
焊机长按F键,使用右侧旋钮选择F4 再按F键,使用右侧旋钮修改为3,后长按F键保存退出,断电重启焊机(这里和一些大厂的变频器、伺服驱动器的操作有一些相似);

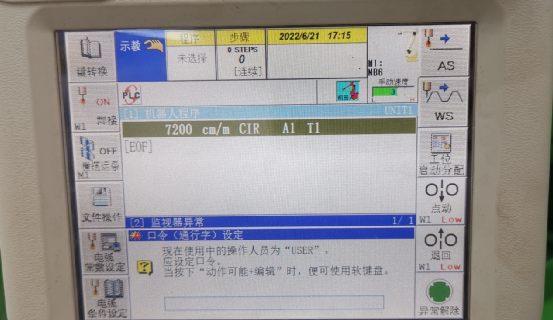
重启后,面板显示如下,数码管窗口的右下角有小红点缓慢闪烁即通讯成功;

机器人配置
机器人使用的是OTC机器人-NB6,因为焊机只是进行了一个简单的模式切换,那么对于焊机的一些设置就需要放到机器人这一侧来完成了。
1.首先需要获取足够的权限:按R314回车,输入935987(或12345),回车;
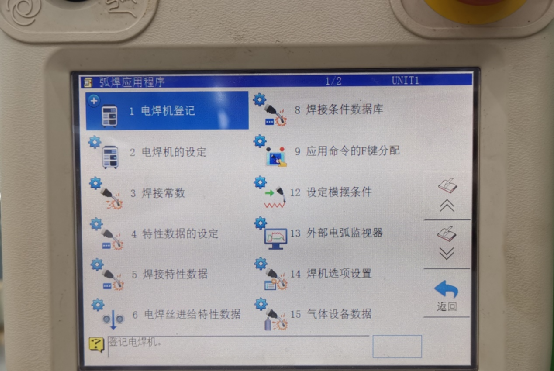
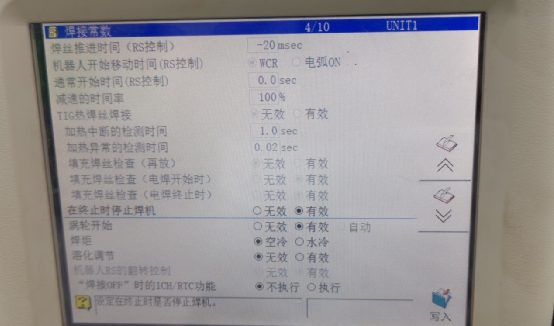
2.进入电弧常数画面对焊机和机器人进行一些参数设置,因为都在这里了,那么就从个逐一往后进行设置。
a)焊机登记
焊机电源:WBP
地区:亚洲
额定:500A
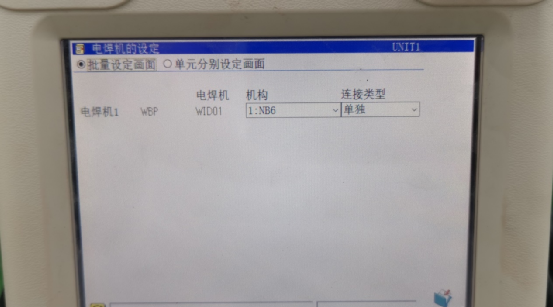
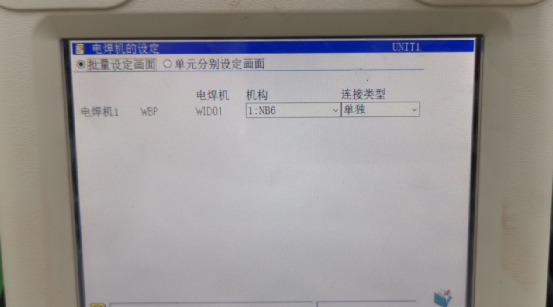
b)焊机设定
机构:NB6
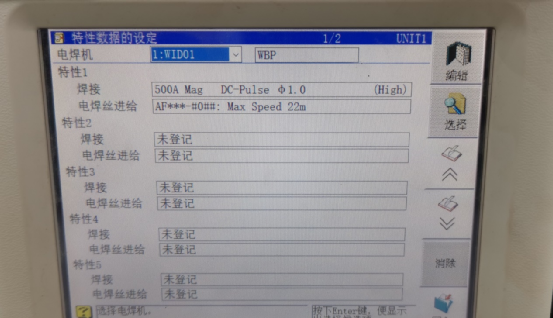
c)特性数据设定
空冷改水冷(现场使用水冷进行冷却)
d)特性数据
此处添加的特性才能在AE指令中看到和使用;
现场选择了直流脉冲、直径1.0以及相应的送丝
OK,经过前面的这些步骤,配置就完成了,接下来只需要写一段程序,比如:
直线运行到P1;
AS起弧指令设置电流电压及速度;
运行至P2P3P4等点进行焊接;
运行至Pn后AE指令灭弧;
运行至P1安全区域;
切换自动,运行一次后,恭喜你,收获了一条焊缝。
总结
因为用了同一个品牌的焊机和机器人,要实现焊接的功能,配置还是相对非常简单,但是再往后想要一条的焊缝就开始伤脑筋了。
了解更多OTC机器人
文章来源网络,如有侵权请联系删除
